
Mengenprüfer

Kontrollsystem zur Füllstandsmessung von Säcken
Es gibt viele Abfüllanlagen, bei denen Produkte in Säcke verpackt werden und wo es aufgrund der schlechten Fließeigenschaften des Produkts schwierig ist, eine hohe Menge und eine hohe Füllgenauigkeit miteinander zu vereinbaren. Viele dieser Produkte werden volumenbasiert dosiert, da dies eine viel schnellere Möglichkeit ist, die Säcke zu füllen, als die Füllung auf Basis des Gewichts. Das liegt daran, dass die gewichtsbasierte Füllung immer eine Waage und Stillstandzeit erfordert.
Wenn Sie das Gewicht jeder Füllung überprüfen müssen, sobald der Sack die Abfüllmaschine verlassen hat, benötigen Sie eine automatische Kontrollwaage oder Sie müssen mehrere Säcke aus der Linie nehmen und sie manuell auf eine Waage stellen. Letztere Lösung erfordert keine Integration einer Kontrollwaage in Ihre Linie, ist aber sehr zeitaufwändig.
Das Befüllen von Säcken mit einem Volumendosierer bringt immer ein Dilemma mit sich: Wenn Sie mit hohem Durchfluss füllen, können Sie viele Säcke pro Stunde befüllen, aber es kann eine große Schwankung im Füllstand auftreten. Andererseits ist bei geringerem Durchfluss die Schwankung wahrscheinlich (deutlich) geringer, aber die Anzahl der befüllten Säcke pro Stunde kann erheblich geringer sein. Das Befüllen mit einer solch geringeren Geschwindigkeit ist wirtschaftlich unattraktiv, daher ist die Optimierung von Füllgeschwindigkeit und Füllstand der Säcke ein wichtiges Thema. Bei hohem Durchfluss erfordert die Variation pro Füllung das Wiegen von mindestens drei aufeinanderfolgenden gefüllten Säcken, um festzustellen, ob es notwendig ist, den Abfüllprozess anzupassen. Aber das ist wiederum wirtschaftlich unattraktiv.
Messung des Gewichts der gefüllten Säcke
In vielen Situationen integriert man eine Kontrollwaage in die Linie, sodass es nicht notwendig ist, Säcke aus der Linie zu nehmen. Die meisten Kontrollwaagen sind Einheiten, die in den Linientransport eingefügt werden müssen, und daher müssen Sie, wenn Sie sie nachträglich integrieren, die Aufstellung der Linie ändern, um den benötigten zusätzlichen Platz zu schaffen. Es geht nicht nur darum, die Abfüllmaschine zu versetzen, sondern auch den Zuführtransport dieser Linie, Verkabelung, Pneumatik, Staubkontrollsysteme und mehr zu ändern…
INADCO Quantity Checker

Der INADCO Quantity Checker ist eine unkonventionelle Kontrollwaage und hat zwei Hauptvorteile. Der erste Vorteil besteht darin, dass diese Kontrollwaage in eines der Förderbänder integriert werden kann und somit keinen zusätzlichen Platz benötigt. Der zweite Vorteil ist, dass der vorbeifließende Sack im Fluss gewogen wird, sodass keine Stillstandszeit erforderlich ist.
Grafik
Jeder einzelne gemessene Beutel wird in einem Diagramm angezeigt. Der INADCO Quantity Checker speichert die Werte der letzten 1000 gemessenen Beutel, und standardmäßig werden die letzten 20 gemessenen Beutel in dem Diagramm angezeigt. Durch Ändern des Werts „Messungen in 1 Balken“ kann der Bediener den Trend der Befüllung der Beutel über einen viel längeren Zeitraum sehen.
Wenn ein Beutel oder der Durchschnitt einer Gruppe von Beuteln außerhalb der oberen Grenze liegt, wird der Balken rot gefärbt. Ist der gemessene Wert des Beutels niedriger als die untere Grenze, wird der Balken blau gefärbt.
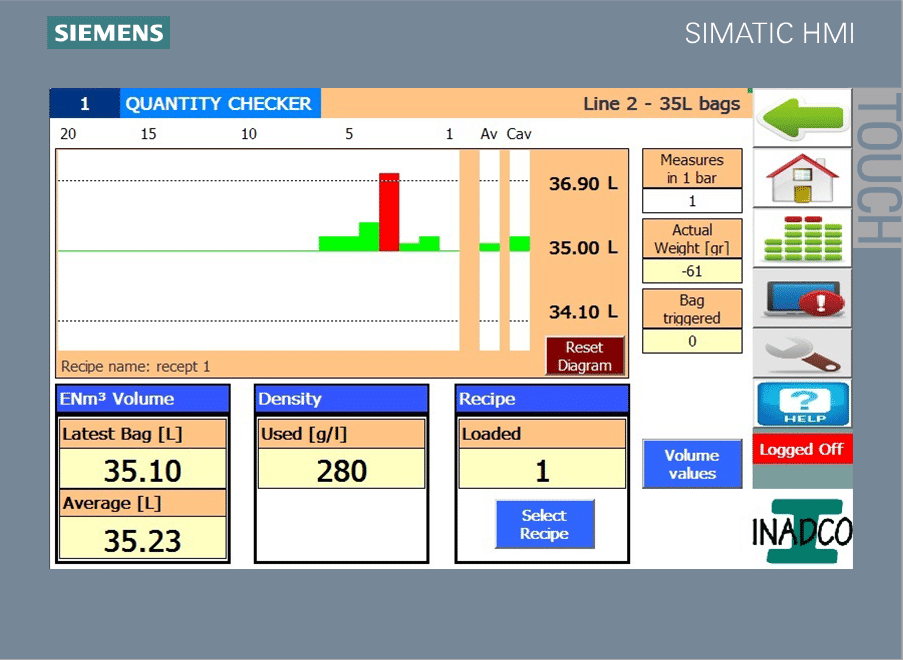
Rezept
Das INADCO-System arbeitet mit Rezepten. Der Produktionsleiter oder Qualitätsmanager entscheiden, wie die Linie betrieben werden soll. Es liegt nicht in der Entscheidungsgewalt des Bedieners!
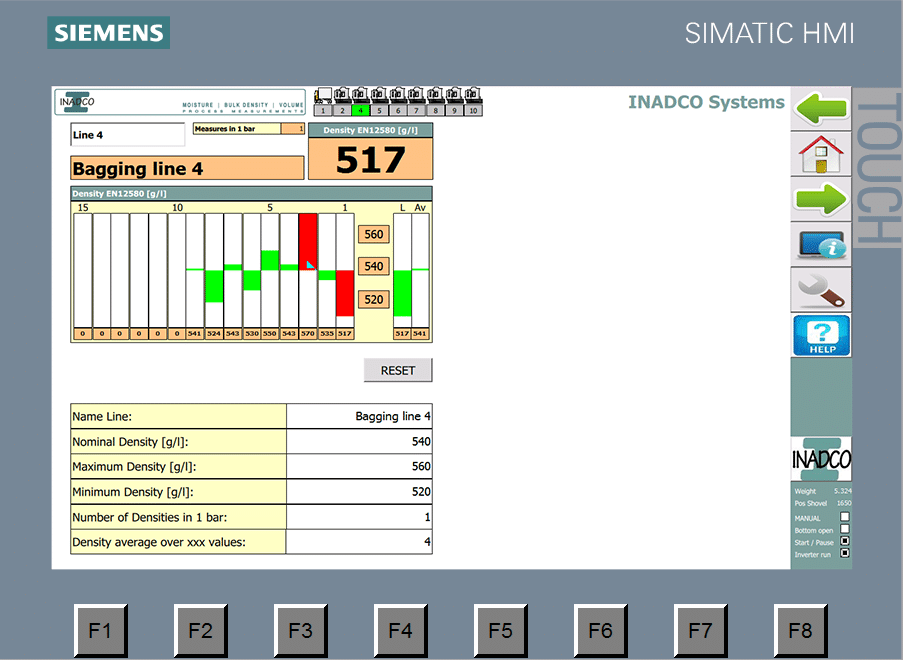
Das Rezept umfasst unter anderem Parameter für:
- Den Anfangswert der Schüttdichte, der verwendet wird, wenn noch kein Messwert verfügbar ist
- Den nominalen Füllstand (z.B. 70 L)
- Den minimalen Füllstand (z.B. 69 L) als untere Grenze für die angezeigten Werte
- Den maximalen Füllstand (z.B. 73 L) als oberen Grenzwert für die angezeigten Werte
- Die Kompressionsverluste. In den meisten Fällen muss aufgrund der Kompression des Beutels nach dem Befüllen berücksichtigt werden, dass ein bestimmter Prozentsatz (ca. 3 %) extra in den Beutel gefüllt werden muss, um den nominalen Wert zu erreichen.
- Das Gewicht des leeren Beutels.
Vorteile
Komplett automatisch
Einfach zu integrieren
Keine Ausfallzeiten während des Wiegens
Mengenprüfer
Der INADCO Quantity Checker misst jeden Beutel einzeln.
Der INADCO Quantity Checker ist in einer Fabrik montiert, die Blumenerde produziert, die auf Mischungen aus verschiedenen Arten von Torf, Düngemitteln und anderen Zusätzen basiert.
Das System ist in ein vorhandenes Förderband integriert.
Installation den Quantity Checker in ein vorhandenes Förderband.
Eine Anleitungsvideo zeigt, wie einfach es ist, den Quantity Checker in ein vorhandenes Förderband zu integrieren.
Technische Information
Dokumentation
Einige Spezifikationen




Projektbeispiel
Ein Gartenbauunternehmen produziert mit 8 Beutelmaschinen über 200.000 Paletten pro Jahr mit Torf, Blumenerde und Rinde. Beutel in der Gartenbauindustrie werden nicht in metrischem Volumen, sondern in ENm³ Volumen gemessen. Der große Unterschied besteht darin, dass bei Verwendung von ENm³-Volumen die Schüttdichte des Produkts bekannt sein muss.
Die von uns verwendete Lösung besteht darin, einen INADCO-Densimeter in die Mischlinie zu installieren, der jede Schütte der Beutelmaschine füllt, und hinter jeder Beutelmaschine eine Kontrollwaage.
Berechnung des Volumens in den Beuteln
Um das Volumen in Litern in den gefüllten Säcken zu berechnen, müssen Sie auch wissen, welche Schüttdichte das Produkt im Sack hat. In den meisten Fällen variiert diese Schüttdichte über eine (kurze) Zeit. Dies ist insbesondere der Fall, wenn die Abfülllinie von einer Mischlinie mit einer Mischung aus mehreren Rohstoffen gespeist wird. Die Mischlinie muss die Trichter jeder einzelnen Abfülllinie füllen, und daher läuft die Mischlinie jedes Mal nur einige Minuten, um den Trichter der Abfülllinie wieder aufzufüllen. Zum Beispiel: Wenn die Abfülllinie einen Trichter von 10 ENm³ hat und die Mischlinie mit einer Kapazität von 200 ENm³ läuft, kann die Mischlinie ungefähr 3 Minuten lang dieselbe Mischung laufen, bis der Trichter der Abfülllinie sein maximales Niveau erreicht hat. Je länger die Mischlinie dieselbe Mischung läuft, desto konstanter wird sie sein. Eine Erhöhung des Volumens des Trichters der Abfülllinie ermöglicht es der Mischlinie, länger zu laufen, aber der Boden im Trichter wird auch stärker komprimiert, was zu einer größeren Variation in der gefüllten Schüttdichte führt. Da die Mischlinie im Allgemeinen bis zu 8 Abfülllinien speist und da sich die Schüttdichte aufgrund der kurzen Läufe von Füllung zu Füllung ändert, ist es erforderlich, viele Messungen dieser Schüttdichte durchzuführen. Sie können manuell durchgeführt werden, aber das ist sehr zeitaufwendig. Und weil man so viele Messungen durchführen muss, ist es fast unmöglich, sie auf eine genaue Weise durchzuführen.
Die Schüttdichte
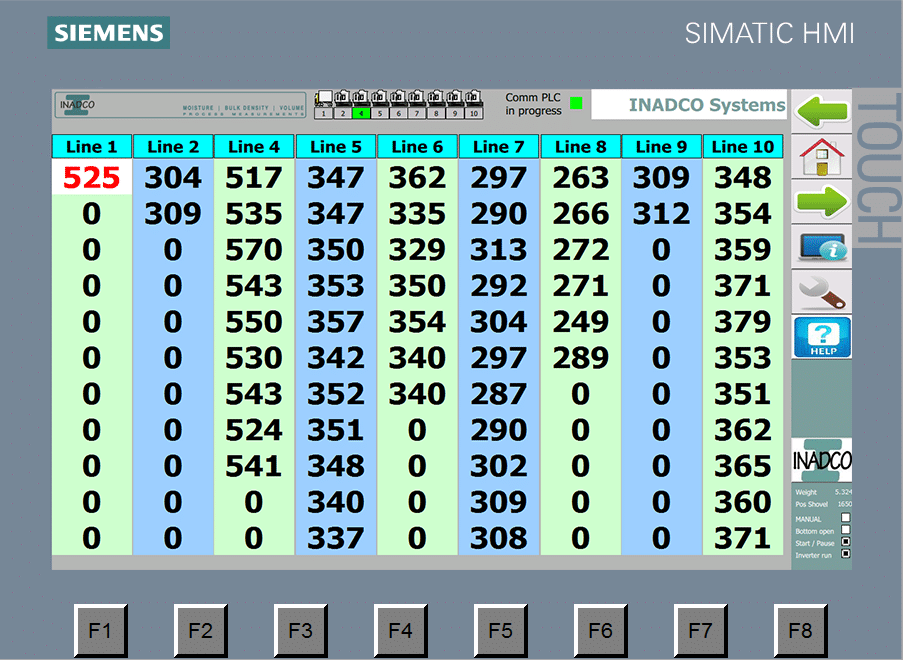
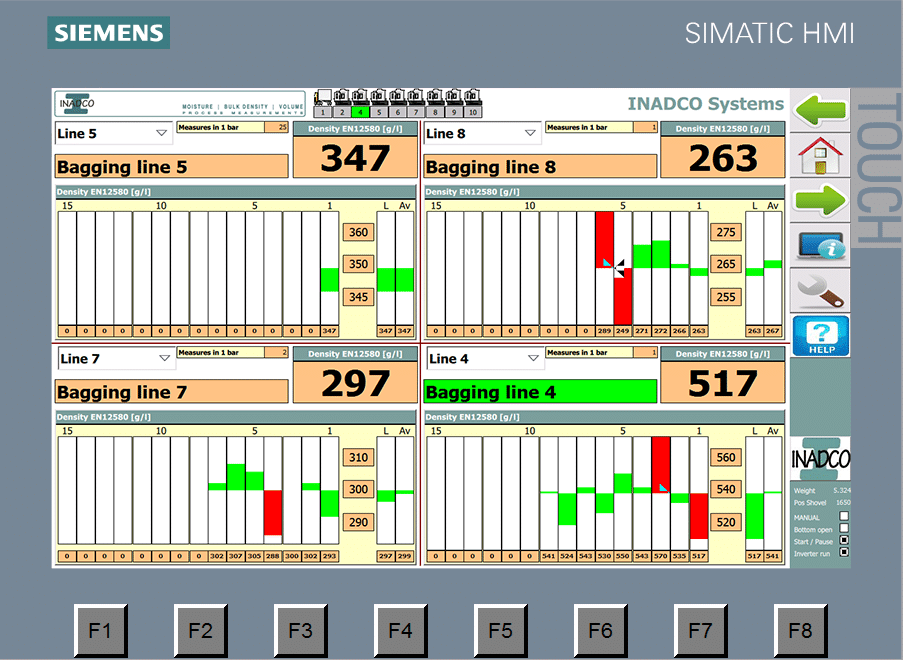
Dieser Densimeter ist in Europa die am häufigsten verwendete vollautomatische Ausrüstung zur Messung der Schüttdichte in Produktionslinien gemäß EN12580. Dieser gemessene Schüttdichtewert kann an einer Anzeige in der Nähe jeder Beutelmaschine verteilt oder an einem zentralen Ort angezeigt werden. Es kann in Zahlen sein, aber für einen optimalen Einblick in die Werte können wir sie auch in einer grafischen Übersicht anzeigen.
Da wir die letzten gemessenen Werte pro Beutelmaschine speichern, können die Werte auch über die letzten 1000!!! Messungen gemittelt werden. Dies gibt einen guten Überblick über die Änderungen in den produzierten Mischungen.
Die verwendeten Farben auf der Anzeige geben einen direkten Überblick über die tatsächlichen Messungen in Bezug auf die erforderlichen Werte.
Die Mengenkontrolle
Wenn wir das Gewicht jedes Beutels mit den tatsächlichen Schüttdichten kombinieren, können wir das tatsächliche Volumen jedes produzierten Beutels berechnen. Diese Grafik zeigt, dass das Dosiersystem beim Füllen von Beutel 8-20 nicht optimal für das auf der Linie laufende Produkt eingestellt war. Obwohl der Durchschnitt akzeptabel war, gibt es eine zu große Vielfalt im Füllniveau. Um das Mindestfüllniveau einzuhalten, muss das Durchschnittsniveau zu hoch sein. Die Einstellung des Dosiersystems führte zu gleichmäßiger gefüllten Beuteln. Als Ergebnis war die durchschnittliche Füllung wesentlich geringer, während die Beutel mit dem niedrigsten Füllniveau immer noch den Anforderungen entsprechen.
Da wir die letzten 1000 gemessenen Werte pro Beutellinie speichern, können die Werte auch im Nachhinein über die letzten 1000 Messungen gemittelt werden!. Dies gibt einen guten Überblick über die Änderungen in den hergestellten Mischungen.
Die auf dem Display verwendeten Farben geben einen direkten Überblick über die tatsächlichen Messungen in Bezug auf die erforderlichen Werte. In der rechten Grafik unten sehen Sie (in Rot), dass die Beutel 15-20 stark überfüllt waren. Beutel 20 (mit dem weißen Pfeil in Rot) sogar extrem. Dann wird eine Korrektur vorgenommen, 15 Beutel zuvor. Das Füllniveau in Beutel 6-15 (in Grün dargestellt) lag bereits innerhalb der im Rezept voreingestellten Grenzen. Eine zweite Korrektur brachte das Füllniveau der Beutel 1-5 auf den Punkt!.


Zufriedene Anwender der INADCO-Lösungen










Haben Sie irgendwelche Fragen?
Kontaktieren Sie uns und wir helfen Ihnen!!