
Quantity Checker

Checking system for measuring the filling level of bags
There are many of bagging lines where products are packed in bags and where, because of the poor flowing properties of the product, it is hard to have a high quantity and a high accuracy in filling level going together. Many of those products are dosed per Volume, because that is a much quicker way to fill the bags than doing the filling based on weight. That is because filling based on a weight always requires a scale and standstill waiting.
If you have to check the weight of each filling once the bag left the filling machine, you need an automatic Check weigher or you have to take multiple bags from the line and put them on a scale manually. The latter solution does not require to integrate a Check Weigher in your line, but it is very time-consuming.
Filling bags with a Volume doser always brings a dilemma: If you fill at a high flow, you can fill many bags per hour, but there can be a big variation in the filling level. On the other hand, if you fill at a lower flow, the variation most probably is (much) smaller, but the number of filled bags per hour can be substantially lower. Filling at such a lower rate is economically unattractive, so optimizing for the speed of filling and filling level of bags is an important issue. With the high flow, because of the variation per filling, it requires to weigh at least three consecutive filled bags to know if it is necessary to adjust your filling process. But that again, is economically unattractive.
Measuring the Weight of the filled bags
In many situations, one integrates a Checkweigher in the line so that there is no necessity to take bags from the line.
Most Check Weighers are units which have to be inserted in the line transport, and therefore if you integrate them afterwards, you have to change the setup of the line to accommodate for the required extra space. It is not only re-placing the filling machine, but also changing the feeding transport of that line, cabling, pneumatics, dust control systems and more…
INADCO Quantity Checker

The INADCO Quantity Checker is a unconventional check weigher and it has two main advantages. The first advantage is that this check weigher can be integrated inside one of the conveyors, thus not needing extra space. The second advantage is that the passing bag is weighed in the flow, so no downtime is required.
Graphics
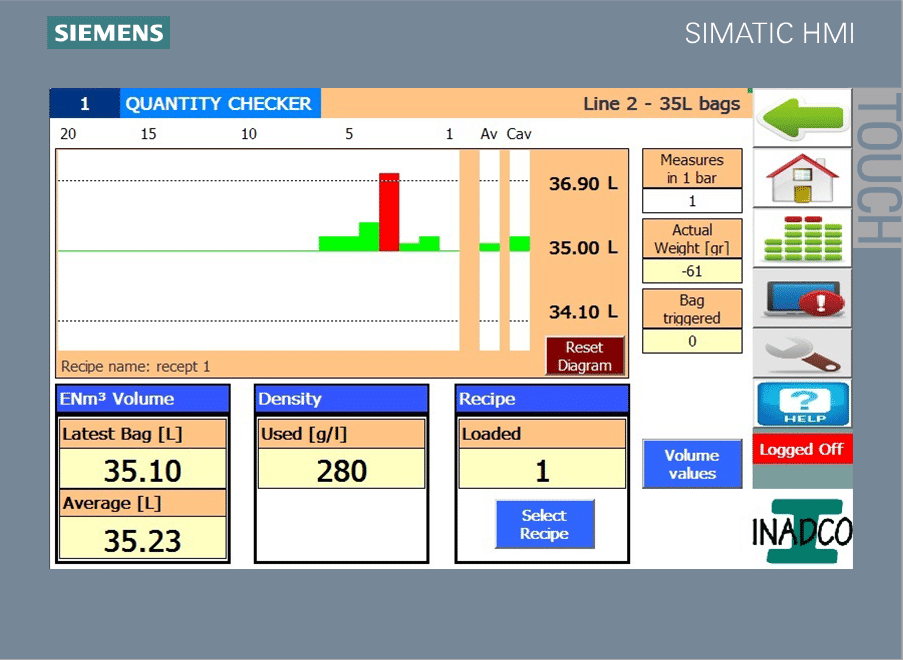
Each and every bag that is measured will be shown in a graph. The INADCO Quantity Checker stores the values of the last 1000 measured bags and default the last 20 measured bags of them will be displayed in the graph. By changing the value “Measures in 1 bar” the operator is allowed to see the trend of filling the bags in a much larger period of time.
When a bag, or the average of a group of bags, is outside the limit high the bar will be colored red. Is the measured value of the bag lower than the limit low the bar will be colored blue.
Recipe
The INADCO system works with recipes.
The Production Manager or Quality Manager decide how they want the line to perform. It is not to be decided by the Operator!.
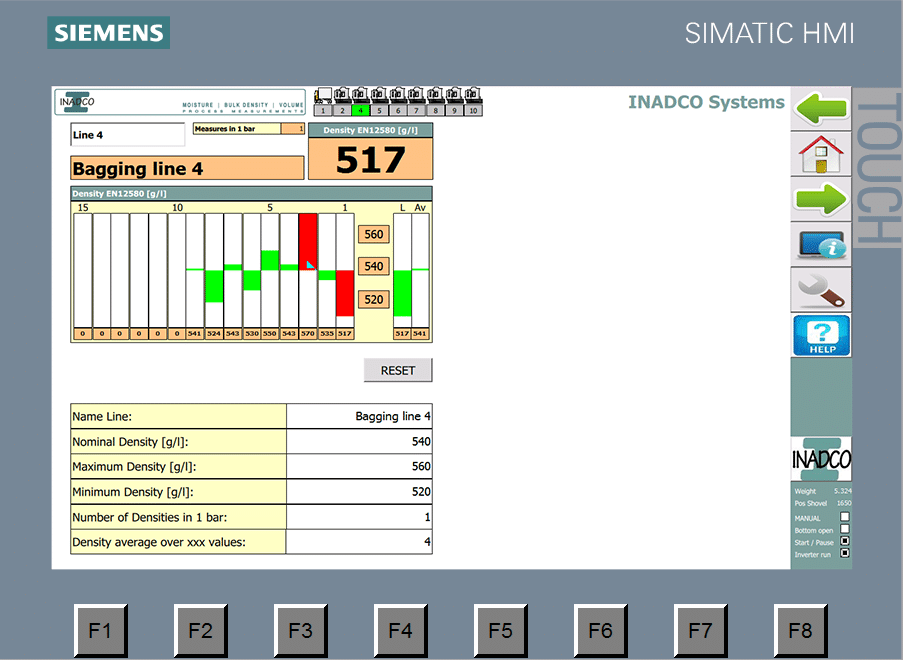
The recipe includes – amongst others – parameters for:
- The initial value of the Bulk Density, to be used if there is no measurement value yet available
- The Nominal filling level. (i.e. 70 L)
- The Minimal filling level. (i.e. 69 L) as lower limit for the displayed values
- The Nominal filling level. (i.e. 73 L) as maximum value for the displayed values
- The compression losses. In most cases because of the compression of the bag after filling, it requires to take into account that a certain percentage (around 3 %) should be filled extra INTO the bag to take the Nominal value OUT.
- Weight of the empty bag
Advantages
Fully automatic
Easy to integrate
No downtime during weighing
Quantity Checker
Quantity Checker measuring each bag
The INADCO Quantity Checker is mounted in a factory that produces potting soil, bases on mixtures of various types of peat, fertilizers and other additives.
The system is integrated in an existing conveyor belt.
Installing the Quantity Checker in an existing conveyor belt
An instruction video showing how easy it is to install the Quantity Checker into an existing conveyor belt.
Technical information




Project example
A horticultural company produces with 8 bagging lines over 200.000 pallets with bags a year with peat, potting soil and bark. Bags in the horticultural industry aren’t in metric volume but in ENm³ volume. The big difference is that when ENm³ volume is used the bulk density of the product has to be known.
The solution we used is installing an INADCO Densimeter in the mixing line that fills each hopper of the bagging machine and behind each bagging machine a Check weigher.
Calculation of the Volume in the bags
In case you need to know the Volume in litres inside the filled bags, you also need to know what the Bulk Density of the product in the bag is. In most situations, this Bulk Density varies over a (short) time. This is especially the case when the bagging line is fed by a mixing line with a mix of several raw materials. The Mixing Line has to fill the hoppers of each individual Bagging Line, and therefor the Mixing Line every time runs only for some minutes to refill the Bagging Line hopper. As an example: If the Bagging line has a hopper of 10 ENm³ and the Mixing line runs at a capacity of 200 ENm³, it allows the Mixing Line to run approximately 3 minutes the same mixture until the Bagging Line hopper is at its maximum level. The longer the Mixing Line runs the same mixture, the more constant its mix will be. Increasing the volume of the hopper of the Bagging allows the Mixing Line to run longer, but the soil in the hopper will also be more compressed. Thus introducing more variation in the filled Bulk Density. Because the Mixing Line in general feeds up to 8 Bagging Lines AND because the short runs the Bulk Density changes from filling to filling, it requires to do many measurements of that Bulk Density. They can be done manually, but that is very time-consuming. And because one has to do so many measurements, it is almost impossible to do them in an accurate way.
The Bulk Density
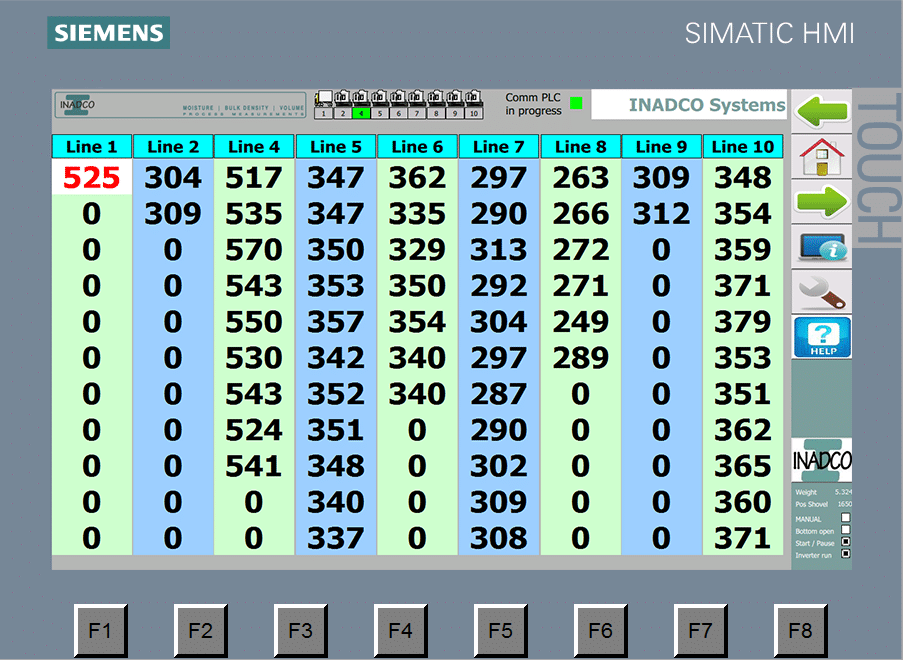
This Densimeter is in Europe the most used fully automatic equipment to measure Bulk Densities in production lines according to EN12580. This measured Bulk Density value can be distributed to a display near every Bagging Line, or be displayed at a central location. It can be in figures, but for having the optimal insight in the values, we can also display them in a graphic overview.
Because we store the last measured values per Bagging Line, the values can also be averaged over the last 1000!!! Measurements. Thus giving a good overview of the changes in produced mixes.
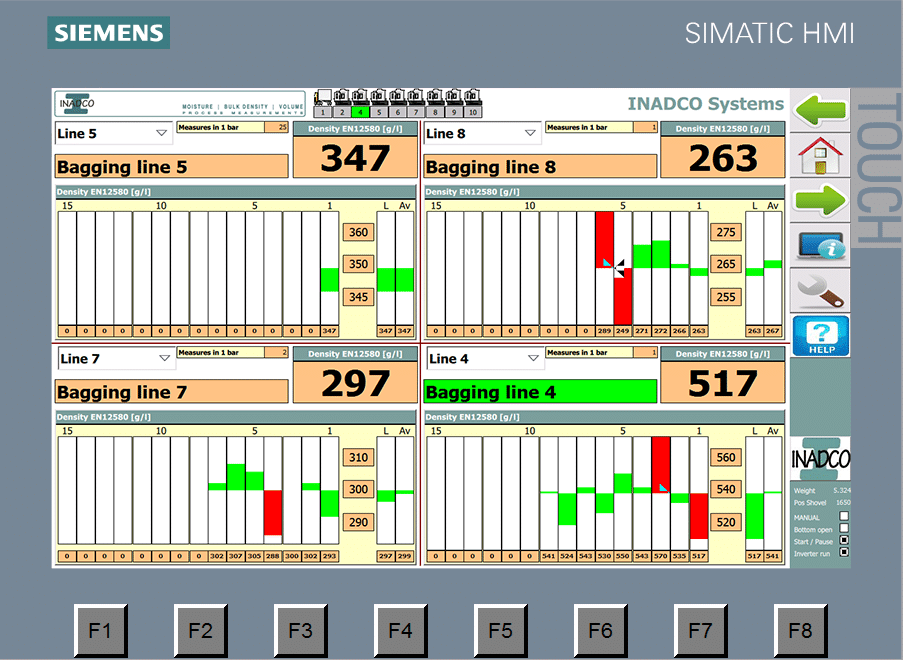
The used colors on the Display give a direct view of the actual measurements in relation to the required values.
The Quantity Checker
If we combine the weight of each bag with the actual Bulk Densities, we can calculate the actual volume of each produced bag. This graph shows that the dosing system while filling bag 8-20 was not optimally adjusted for the product running on the line. Although the average was acceptable, there is a too big variety in filing level. To comply with the minimum filling level, the average level has to be too high. Adjustment of the dosing system led to more equally filled bags. As a result, the average filling was substantially lower, while the bags with the lowest filling level still comply with the requirements.
Because we store the last 1000 measured values per Bagging Line, the values can also be averaged over the last 1000!!! measurements. Also afterwards!. Thus giving a good overview of the changes in produced mixes.
The used colours on the Display give a direct view of the actual measurements in relation to the required values. In the right graph below you can see (in red) that the bags 15-20 were severely overfilled. Bag 20 (with the white arrow in red) even extremely. Then a correction is done, 15 bags ago. The filling level in bags 6-15 (presented in green) was already within the in the recipe pre-set limits. A second correction made the filling level of the bags 1-5 spot on!.









Do you have any questions?
Contact us and we shall help you!!